چرا برخی از میلگردها حین جوشکاری فورجینگ سر به سر ترک میخورند یا در تست میشکنند؟
روش جوشکاری فورجینگ سر به سر میلگرد یکی از تکنیکهای پیشرفته اتصال میلگردها در ساختوساز به شمار میرود. اما گاهی مشاهده میشود که میلگردهای جوششده در این فرآیند دچار ترک یا شکست میشوند. این شکستها میتوانند دلایل متعددی داشته باشند — از کیفیت پایین میلگرد تا نقص تجهیزات پیمانکاران، تا کمبود آموزش و مهارت فنی اپراتورها. در این مقاله به بررسی این دلایل، با استدلال فنی میپردازیم.

۱. کیفیت پایین میلگردهای تولیدی در کارخانه
یکی از مهمترین دلایل شکست و ترک در جوش فورجینگ، کیفیت پایین میلگرد تولید شده است. برخی نکات مهم عبارتاند از:
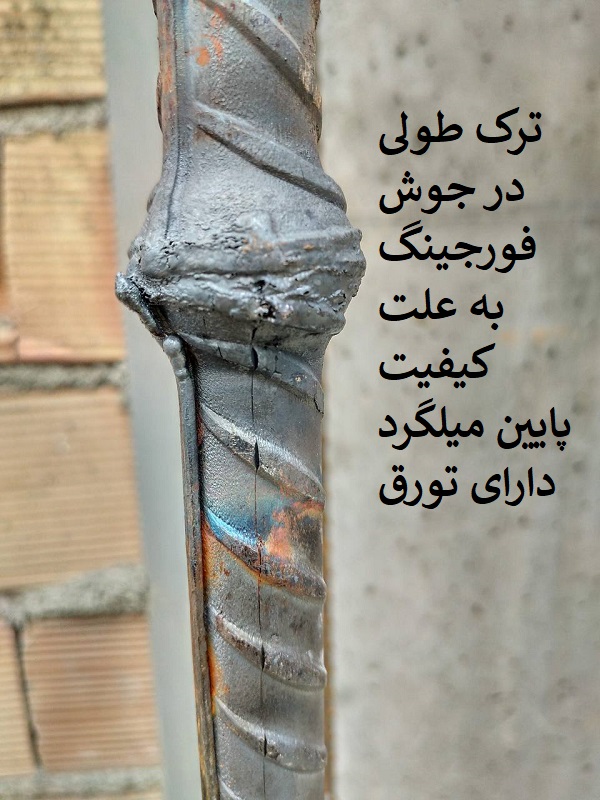
- تورق در حین نورد: اگر میلگرد در فرآیند نورد از ورق دارای عیوب تولید شده باشد، ساختار فلز ضعیفتر است و هنگام جوشکاری تحت فشار و حرارت فورجینگ ممکن است ترک بخورد.
- ترکیب فلز، خواص مکانیکی و یکنواختی سطح اگر استاندارد نباشد، نقطه ضعف در جوش ایجاد میکند.
بنابراین، اگر میلگردی که قرار است فورج شود از کیفیت مطلوب برخوردار نباشد، حتی بهترین تجهیزات هم نمیتوانند کیفیت نهایی اتصال را تضمین کنند.
۲. تجهیزات ضعیف یا غیرمعتبر دستگاههای فورجینگ
دلیل دیگر، استفاده از دستگاههای فورجینگ با کیفیت پایین و فرسوده و یا فاقد گواهینامه کالیبراسیون است. بهطور مثال:
- پمپهای هیدرولیک دستگاههای ایرانی یا چینی و یا فرسوده قدیمی ممکن است قدرت و دقت کافی نداشته باشند یا تنظیم فشار و زمان فورجینگ بهدرستی و ثابت انجام نشود.
- نبود گواهینامه کالیبراسیون تجهیزات یعنی ممکن است فشار واقعی اعمال شده با میزان طراحیشده و مجاز لازم متفاوت باشد، که منجر به اتصال ناکافی یا بیش از حد حین فرآیند جوشکاری میشود.
- برشهای بد توسط کاترهای برش میلگرد ایرانی یا چینی و یا فرسوده قدیمی باعث میشود سطح اتصال آماده جوش نامناسب و بی کیفیت باشد، که نقطه شروع ترک یا شکست بعدی در آزمایشگاه میشود.
در نتیجه، حتی اگر میلگرد کیفیت داشته باشد، عدم تطابق تجهیزات و دستگاهها با شرایط فنی لازم میتواند عامل شکست در تست و یا پروژه شود.
۳. کمبود مهارت اپراتور و آموزش نامناسب
اپراتور جوش کاری فورجینگ باید دارای مهارت، تجربه و مدرک فنی و حرفه ای معتبر از آموزشگاه فنی و حرفه ای اتصال جوش باشد. دلایل شکست ناشی از این بخش:
- اپراتوری که گواهینامه فنیوحرفهای از آموزشگاه فنی و حرفه ای اتصال جوش ندارد یا آموزش دیده در مرکز نامعتبر یا برخی از شرکت های خصوصی است، ممکن است نتواند شرایط مناسب فشار، دما، هممحوری میلگردها و زمان فورجینگ را رعایت و اجرا کند.
- عدم آشنایی با تنظیم دقیق گیرهها، تراز کردن میلگرد، کنترل تورم حرارتی و رعایت مراحل پیشگرمایش یا پسگرمایش حین جوشکاری با شعله اکسیدی و خنثی میتواند باعث بروز ترک شود.
- اپراتوری که تسلط کامل ندارد ممکن است سرعت کاری بالا انتخاب کند و دقت لازم را نداشته باشد، که کیفیت جوش کاهش مییابد.
در نتیجه، کیفیت جوش تا حد زیادی وابسته به مهارت و تخصص اپراتور است.
۴. تأثیر شرایط اجرایی و محیطی
فرآیند فورجینگ سر به سر میلگرد شامل اعمال حرارت و فشار به دو سر میلگرد جهت اتصال مستقیم است. اگر شرایط زیر مناسب نباشد، مشکل پیش میآید:
- سطح اتصال میلگردها باید کاملاً تمیز، فاقد زنگ زدگی، روغن، سیمان یا خوردگی باشد.
- آمادهسازی با برش دقیق و صاف ضروری است؛ برش بد و کج باعث تمرکز تنش میشود.
- دستگاه باید بهدرستی تنظیم شده باشد؛ فشار، دما، زمان فورجینگ و هممحوری باید شرایط فنی لازم را داشته باشد.
- جوشکاری در حین وزش باد شدید و بارندگی و برف و وجود رطوبت بالای محیط ممنوع است و باید عوامل برطرف شود.
اگر میلگرد از کیفیت داخلی ضعیفی برخوردار باشد یا نقص مخفی داشته باشد، هنگام تست کشش یا خمش ترک میخورد.
از این رو، ترکیبی از کیفیت میلگرد، تجهیزات، مهارت اپراتور و شرایط محیطی تعیینکننده پایداری اتصال است.
۵. چرا انتخاب دستگاه درست اهمیت دارد؟
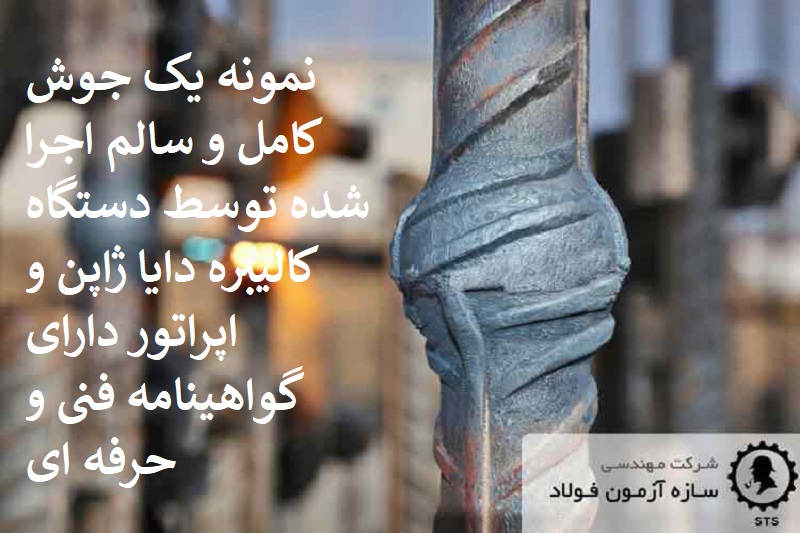
- دستگاههای معتبر ژاپنی (مثل دایا) معمولاً از پمپهای هیدرولیک با قدرت بالا، دقت بالا، کنترل هماهنگی دقیق زمان و فشار، و استانداردهای بینالمللی ژاپن بهره میبرند.
- آنچه در استفاده از جوش فورجینگ سر به سر میلگرد اهمیت دارد این است که دستگاه فورجینگ انتخابی حتما ژاپنی باشد و دارای مدرک کالیبراسیون معتبر، و اپراتور دارای گواهینامه فنیوحرفهای با تاریخ معتبر باشد.
با انتخاب چنین ترکیبی، احتمال وقوع ترک یا شکست در جوش به حداقل میرسد.
نتیجهگیری
وقتی میلگرد حین جوشکاری فورجینگ سر به سر ترک میخورد یا در تست کشش یا تست خمش شکست مییابد، معمولاً یکی از این عوامل یا ترکیبی از آنها دخیل است: کیفیت پایین میلگردهای مصرفی، تجهیزات و دستگاههای جوشکاری ناکافی یا فاقد کالیبراسیون، مهارت پایین اپراتور و نداشتن گواهینامه، آمادهسازی نامناسب و شرایط محیطی و هوایی نامناسب و ناسازگار.
برای تضمین کیفیت، دوام و ایمنی اتصال، ضروری است که:

- میلگرد از کیفیت تولیدی مناسبی برخوردار باشد،
- دستگاه فورجینگ دارای گواهینامه کالیبراسیون باشد،
- اپراتور دارای گواهینامه معتبر و آموزش دیده باشد،
- و شرایط اجرایی بهدرستی رعایت شود.
با این شیوه، میتوان از وقوع ترک و شکست در جوش جلوگیری کرد و سازهای ایمن و پایدار داشت.
ترکخوردگی یا شکست میلگرد در فرآیند جوشکاری فورجینگ سر به سر معمولاً نتیجه یک عامل واحد نیست، بلکه حاصل ترکیبی از کیفیت نامناسب میلگرد، ضعف تجهیزات و خطاهای اجرایی است. میلگردهایی که در فرآیند نورد دچار عیوبی مانند تورق، جدایش عناصر یا ناهمگنی ساختاری هستند، در برابر حرارت و فشار بالای فورجینگ رفتار ترد از خود نشان میدهند و مستعد ترک یا شکست در محل جوش میشوند. در چنین شرایطی حتی استفاده از روش فورجینگ نیز نمیتواند ضعف متالورژیکی میلگرد را جبران کند.
طراحی سایت و سئو : ایران طراح