فاصله مجاز بین جوشهای فورجینگ چقدر است؟
جوشکاری فورجینگ سر به سر میلگرد یکی از روشهای جدید برای اتصال میلگردهای ساختمانی در ایران میباشد که از سال 1388 توسط مرکز تحقیقات ساختمان و مسکن بررسی و توسط شرکت مهندسی سازه آزمون فولاد به عنوان بنیانگذار این تکنولوژی در ایران پیاده سازی و اجرا گردید.
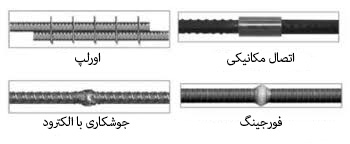
این تکنولوژی که جایگزین بسیار مطمعین تر و قابل قبول تری برای روش قدیمی اورلب و حتی اتصالات مکانیکی میباشد بسیار ساده و کارآمد می باشد. در این فرآیند جوشکاری به مانند تمام روشهای جوشکاری دیگر میبایست ابتدا لبه های قطعات جوش شونده را که در این مورد دو میلگرد مورد نظر میباشد توسط دستگاه برش سرد یا کاتر مخصوص میلگردبر به صورت صاف و صیقلی و صفر درجه برشکاری نمود. دقت کنید که این برش حتما میبایست توسط دستگاه مخصوص ساخته شده برای جوشکاری فرجینگ صورت پذیرد و هرگونه برشکاری با ابزار دیگر همچون گیوتین و آهن بر و سنگ فرز کاملا ممنوع و باعث خرابی و شکست جوش در آینده خواهد شد.
نکته بسیار مهم در این روش اجرای کار
جوشکاری فورجینگ سر به سر میلگرد توسط افراد آموزش دیده و دارای گواهینامه مهارت جوشکاری فورجینگ میباشد. چون این روش یک فرآیند نیمه اتوماتیک و دستی میباشد لذا همانند تمام روشهای دیگر جوشکاری میبایست اپراتور جوش فورجینگ دارای گواهینامه مهارت و تائید صلاحیت جوشکار باشند. این گواهینامه میبایست توسط مراکز آموزش فنی و حرفه ای یا شرکت های دارای آموزشگاههای تخصصی مهندسی جوشکاری در زمینه جوش فورجینگ سر به سر میلگرد همچون شرکت مهندسی سازه آزمون فولاد باشند. عدم داشتن گواهینامه جوشکاری و تائید صلاحیت اوپراتور جوشکاری فرجینگ بدون شک باعث اجرای غلط و عدم رعایت نکات ریز و ظریف کار و بروز فجایع جانی و مالی سهمگین در آینده خواهد شد.
متاسفانه در بسیاری از پروژه های عمرانی و ساختمانی دیده میشود که بخاطر نداشتن همین مهارت اپراتور فورجینگ و نبود گواهینامه جوشکار خطاهای فاحش و خطرناکی در پروژه ها صورت میگیرد. یکی از این اشتباهات عدم رعایت فاصله جوشهای اجرا شده در یک مقطع مثل ستون یا دیوار برشی یا فنداسیون میباشد .
مطابق بند ذکر شده در قسمت ضوابط ویژه برای طراحی در برابر زلزله در مبحث نهم مقررات ملی ساختمان ملی ایران وصله های جوشی به شرطی مجاز است که وصله میلگرد در هر سفره میلگرد به صورت یک در میان انجام شود و فاصله وصله در میلگردهای مجاور یکدیگر در امتداد طول عضو کمتر از 60 سانتیمتر نباشد.
البته این مقدار در آیین نامه ها و مراجع کشور ژاپن که زادگاه اصلی تکنولوژی جوشکای فورجینگ سر بسر میلگرد می باشد 40 سانتیمتر پیشنهاد شده است . لذا با توجه به شرایط حاکم بر پروژه های ایران مثل طراحی و محاسبات مهندسین , فرآیند تولید میلگرد در ایران , جنس و استحکام و خواص مکانیکی میلگردهای موجود در ایران , شرایط گاز مصرفی و تخصص اپراتور جوشکار میلگردها و.... پیشنهاد میگردد با نظر محاسب و طراح و ناظر عدد مطلوب تر انتخاب شود تا هم اطمینان از استحکام حاصل شود و هم میلگرد اضافی به صورت پرت و دور ریز در پروژه باقی نماند.
جوشکاری فورجینگ سر به سر میلگرد یکی از روشهای نوین و کارآمد در اتصال میلگردهای ساختمانی است که از سال ۱۳۸۸ توسط مرکز تحقیقات ساختمان و مسکن مورد بررسی قرار گرفته و توسط شرکت مهندسی سازه آزمون فولاد به عنوان بنیانگذار این تکنولوژی در ایران اجرا شده است.
این روش جایگزین مطمئنتری برای روشهای قدیمی مانند اورلپ و حتی اتصالات مکانیکی محسوب میشود.
جدول: مقایسه فاصله مجاز بین جوشهای فورجینگ در ایران و ژاپن
|
کشور |
فاصله مجاز بین جوشهای در یک شاخه میلگرد |
|
ایران |
حداقل ۶۰ سانتیمتر |
|
ژاپن |
حداقل ۴۰ سانتیمتر |
مطابق با ضوابط ویژه برای طراحی در برابر زلزله در مبحث نهم مقررات ملی ساختمان ایران، وصلههای جوشی به شرطی مجاز هستند که وصله میلگرد در هر سفره میلگرد به صورت یک در میان انجام شود و فاصله وصله در میلگردهای مجاور در امتداد طول عضو کمتر از ۶۰ سانتیمتر نباشد.
این در حالی است که در آییننامهها و مراجع کشور ژاپن، که زادگاه اصلی تکنولوژی جوشکاری فورجینگ سر به سر میلگرد است، فاصله ۴۰ سانتیمتر پیشنهاد شده است.
با توجه به شرایط پروژههای ایران، مانند طراحی و محاسبات مهندسین، فرآیند تولید میلگرد، جنس و استحکام میلگردهای موجود، شرایط گاز مصرفی و تخصص اپراتور جوشکار، پیشنهاد میشود با نظر محاسب، طراح و ناظر، فاصله مناسب انتخاب شود تا هم اطمینان از استحکام حاصل شود و هم میلگرد اضافی به صورت پرت و دورریز در پروژه باقی نماند.
**جوشکاری فورجینگ سر به سر میلگرد: نکات کلیدی و استانداردها**
جوشکاری فورجینگ سر به سر میلگرد، بهعنوان روشی پیشرفته در اتصال میلگردهای ساختمانی، مستلزم رعایت دقیق ضوابط و استانداردهای مرتبط است. یکی از مهمترین این ضوابط، تعیین فاصله مجاز بین جوشهای فورجینگ در امتداد یک میلگرد است. در ایران، این فاصله حداقل ۶۰ سانتیمتر توصیه شده است، در حالی که در ژاپن، این مقدار ۴۰ سانتیمتر در نظر گرفته میشود.
همچنین، حداقل فاصله مجاز بین دو جوش فورجینگ در میلگردهای مجاور نیز حائز اهمیت است. بر اساس مراجع ژاپنی، این فاصله باید حداقل ۶۰ سانتیمتر باشد و جوشها بهصورت یک در میان و زیگزاگ اجرا شوند.
رعایت این فاصلهها برای افزایش استحکام و ایمنی سازهها، بهویژه در برابر زلزله، ضروری است. اجرای صحیح جوشکاری فورجینگ نیازمند اپراتورهای آموزشدیده و دارای گواهینامه مهارت در این زمینه است تا از بروز خطاهای خطرناک در پروژهها جلوگیری شود.
از مزایای این روش میتوان به صرفهجویی در مصرف میلگرد، کاهش وزن سازه و افزایش مقاومت در نقاط اتصال اشاره کرد. با این حال، برای دستیابی به بهترین نتایج، توصیه میشود با مشورت مهندسین محاسب و ناظر، فاصلههای مناسب بین جوشها و سایر جزئیات فنی متناسب با شرایط پروژه تعیین و اجرا شود.
مطلب جدید - فروردین ۱۴۰۴:
**فاصله مجاز بین جوشهای فورجینگ در میلگردهای مجاور بر اساس استانداردهای مختلف**
جوشکاری فورجینگ سر به سر میلگرد یکی از روشهای پیشرفته در اتصال میلگردها است که در پروژههای ساختمانی و عمرانی به کار میرود. رعایت فاصله مجاز بین جوشهای فورجینگ، بهویژه در میلگردهای مجاور، از اهمیت بالایی برخوردار است، زیرا تأثیر مستقیمی بر استحکام و دوام سازه دارد. در استانداردهای مختلف جهانی، از جمله استانداردهای ژاپنی، فاصلههای مشخصی برای جلوگیری از ضعفهای ساختاری تعیین شده است.
**فاصله مجاز بین جوشهای فورجینگ در میلگردهای مجاور**
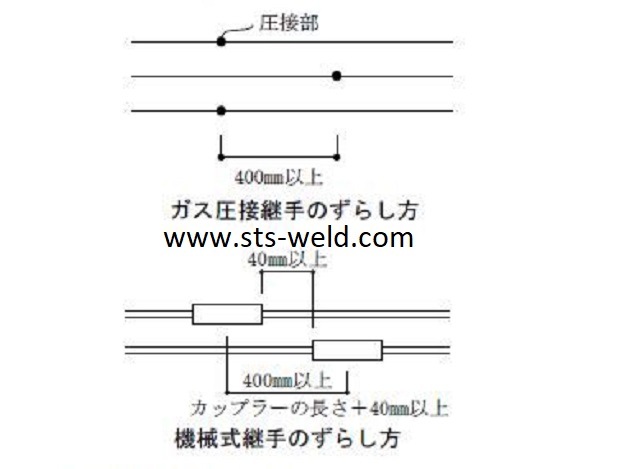
طبق **راهنمای طراحی منطقهای ژاپن نسخه ۵.۰**، دو اصل مهم در تعیین فاصله بین جوشهای فورجینگ وجود دارد:
1. **فاصله بین وصلههای میلگردهای مجاور**
- بر اساس استانداردهای ژاپنی، **حداقل فاصله ۴۰۰ میلیمتر** بین محلهای جوشکاری فورجینگ در میلگردهای مجاور توصیه شده است.
2. **فاصله بین وصلههای همپوشان (Lap Splices)**
- در این روش، حداقل فاصله باید **۱.۵ برابر طول مهاری (Id) میلگرد** باشد تا از انتقال صحیح نیرو و استحکام سازه اطمینان حاصل شود.
**اهمیت رعایت فاصله مجاز در جوشکاری فورجینگ**
رعایت فاصله مناسب بین محلهای جوشکاری در میلگردها نقش کلیدی در جلوگیری از تمرکز تنش و کاهش خطر شکستگی دارد. در پروژههای عمرانی، بهویژه در مناطق زلزلهخیز، رعایت این فواصل باعث افزایش مقاومت و پایداری سازه در برابر نیروهای وارده میشود.
**جمعبندی**
فاصلهگذاری مناسب بین جوشهای فورجینگ نه تنها باعث بهبود عملکرد سازههای بتنی میشود، بلکه ریسک آسیبهای ناشی از تنشهای تجمعی را نیز کاهش میدهد. با توجه به تفاوت استانداردهای بینالمللی، پیشنهاد میشود قبل از اجرای جوشکاری، دستورالعملهای محلی و استانداردهای مهندسی را بررسی کرده و در صورت نیاز با متخصصان این حوزه مشورت کنید.